
宝钢股份冷轧厂尾气回收项目
作者:振世能源
日期:2022/8/25
浏览:7521
1、项目内容
目前冷轧罩式炉机组运行49个炉台,作为保护气体的氢气平均用量约为370Nm3/h(最大瞬时用量约为550Nm3/h)。氢气由能环部制氢站生产供应,纯度99.99%,管网压力140mbar,露点-60℃,含氧量低于1ppm。
本项目在罩式炉厂房东侧布置保护气体尾气回收装置,将每个炉台的放散管路连接在一起,收集的尾气经过总管进入回收装置,经处理提纯后达到机组使用要求再返送罩式炉区域氢气管网使用。
2、项目技术工艺
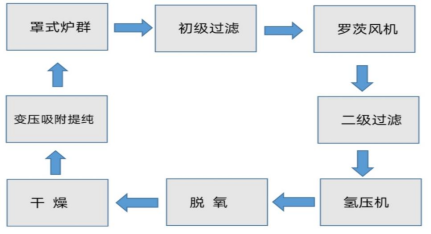
图3 尾气回收工艺流程
引入这套尾气回收提纯装置后,不需要改变原有罩式炉的生产工艺、气体管路和控制系统,保证罩式炉的生产正常。尾气回收系统可以直接切入切出罩式炉生产系统,将罩式炉产生的尾气全部回收,除少量的损耗外,尾气回收率可以达到95%以上,并运用我公司专利技术,采用特殊的过滤装置及吸附塔的特殊工作原理,回收处理后的气体纯度能达到99.99%,露点低于-60℃,氧含量小于5ppm 综合回收率能达到85%以上。
3、改造方案

目前冷轧罩式炉机组运行49个炉台,作为保护气体的氢气平均用量约为370Nm3/h(最大瞬时用量约为550Nm3/h)。氢气由能环部制氢站生产供应,纯度99.99%,管网压力140mbar,露点-60℃,含氧量低于1ppm。
本项目在罩式炉厂房东侧布置保护气体尾气回收装置,将每个炉台的放散管路连接在一起,收集的尾气经过总管进入回收装置,经处理提纯后达到机组使用要求再返送罩式炉区域氢气管网使用。
2、项目技术工艺
罩式炉尾气回收装置在放散管路处将排放掉的尾气回收,尾气经过过滤、脱氧、干燥、提纯后输送至罩式炉车间。因此,本装置可分为四个部分详加说明。
图3 尾气回收工艺流程
引入这套尾气回收提纯装置后,不需要改变原有罩式炉的生产工艺、气体管路和控制系统,保证罩式炉的生产正常。尾气回收系统可以直接切入切出罩式炉生产系统,将罩式炉产生的尾气全部回收,除少量的损耗外,尾气回收率可以达到95%以上,并运用我公司专利技术,采用特殊的过滤装置及吸附塔的特殊工作原理,回收处理后的气体纯度能达到99.99%,露点低于-60℃,氧含量小于5ppm 综合回收率能达到85%以上。
3、改造方案
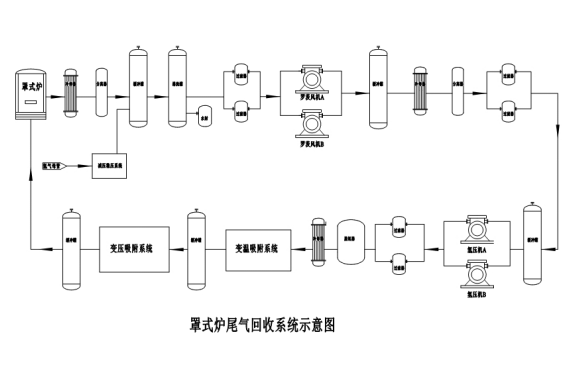
本项目拟将罩式炉尾气在放散管处集中回收。罩式炉49个炉台目前每个炉台单个放散,将每个炉台的放散管路连接在一起,尾气汇集到总管路收集起来。收集的尾气经过总管进入回收装置入口的冷却器,经过冷却器冷却到接近常温,然后进入前置处理器,把尾气中的油类物质、乳化剂、固体颗粒、液态水等进行前级脱除;然后经前置缓冲罐进入罗茨风机增压,使气体压力升到0.02MPa-0.05MPa,进入储气罐;最后进入气体净化设备纯化,先经过催化脱氧器,在脱氧催化剂作用下,使气体中的绝大部分氧和氢反应生成水;然后经过水冷却器把气体温度降到常温;经终端干燥器系统,把气体中的二氧化碳、水、氧深度脱除,最后进入变压吸附分离系统,将气体中残存的氮气和二氧化碳气体等大分子气体从氢气中分离出来,得到纯度为99.99%纯度的氢气产品气,产品气经流量计和调压稳压阀送至炉前供氢管道中。
相关文章
- 2020-6-20宝钢股份厚板部空气站节能改造项目
- 2018-9-11宝山钢铁股份有限公司冷轧厂压缩空气系统节能改造项目
- 2017-5-18宝山钢铁股份有限公司热轧厂压缩空气系统节能改造项目
- 2015-4-16能环部制氧厂空压系统冷凝液排放节能合同能源管理项目
